pin point gate is commonly used in 3 plate mold types, see explanation more about 3 plate more here, basically the pin point gate part is like picture below

those picture is pin point gate picture, to make gate like that we can buy pin point gate bush in mold manufacture company or we make it by EDM (electronic Discharge Machine) Process, the special EDM torch for Pin Point gate also available in mold part markets.
Pin Point gate Bush
picture below shown simple pin point gate bush,

the construction to assembly the pin point gate bush in mold is like picture below
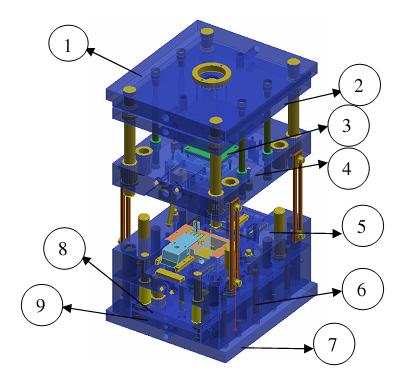
straight, without extended bush, picture below shown, locating ring, pin point gate bush, runner lock pin, runner, product and mold base plate (top plate, stripper plate and cavity plate)

some times, we need extended pin point gate bush, why when plastic material have high shear rate, we need to assembly extended bush, so from diameter gate until runner plastic material will easy to flow the cavity.
see the construction at picture below

here some good link of standard component of gate,
http://www.misumi-europe.com/www/lang/catmold_eng/nav/006/hl/007/menu/catalogues/fn/21/content.html

those picture is pin point gate picture, to make gate like that we can buy pin point gate bush in mold manufacture company or we make it by EDM (electronic Discharge Machine) Process, the special EDM torch for Pin Point gate also available in mold part markets.
Pin Point gate Bush
picture below shown simple pin point gate bush,

the construction to assembly the pin point gate bush in mold is like picture below
straight, without extended bush, picture below shown, locating ring, pin point gate bush, runner lock pin, runner, product and mold base plate (top plate, stripper plate and cavity plate)

some times, we need extended pin point gate bush, why when plastic material have high shear rate, we need to assembly extended bush, so from diameter gate until runner plastic material will easy to flow the cavity.
see the construction at picture below

here some good link of standard component of gate,
http://www.misumi-europe.com/www/lang/catmold_eng/nav/006/hl/007/menu/catalogues/fn/21/content.html